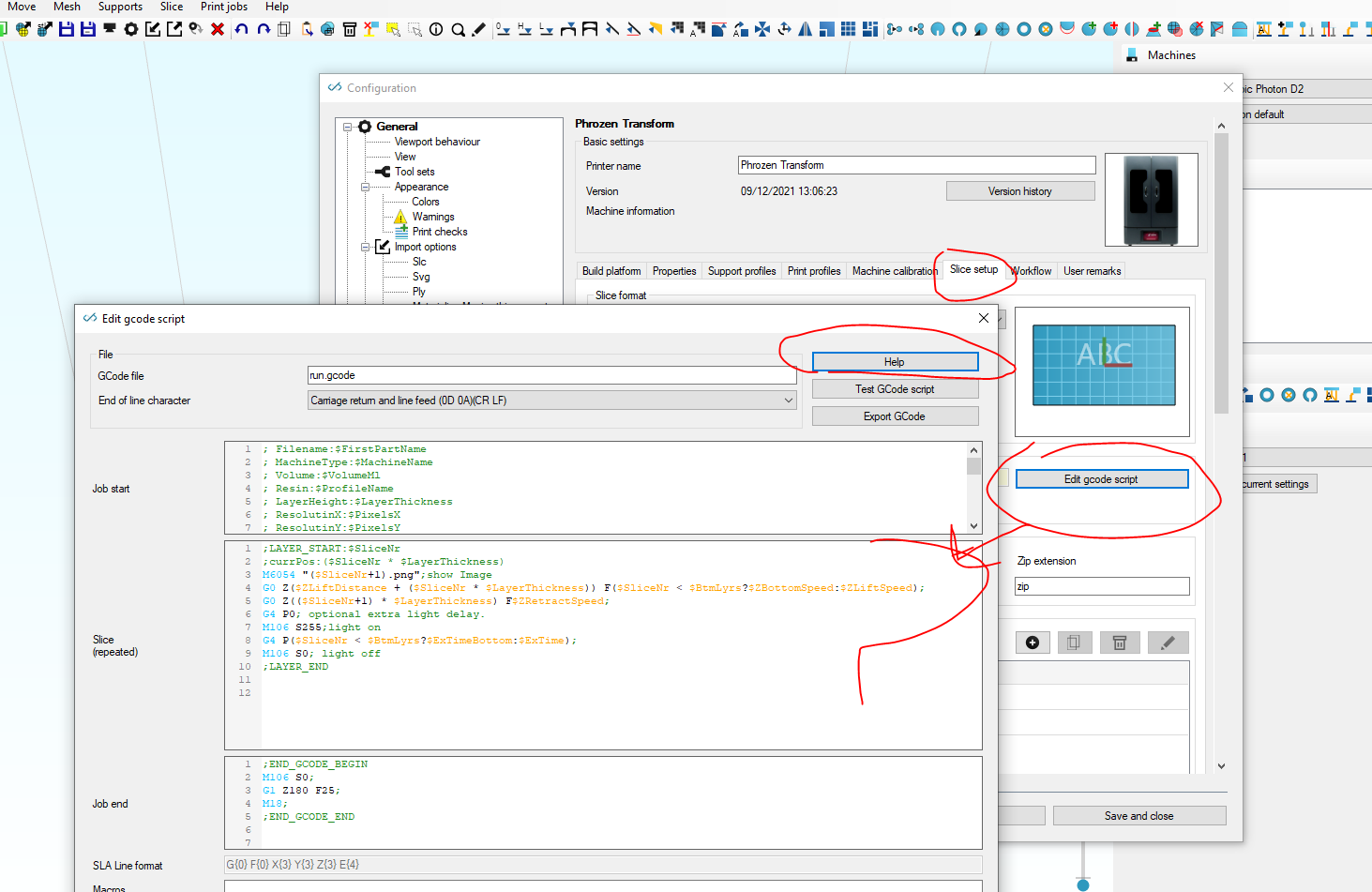
It looks like there are some issues with G-code parameters generated for the Phrozen Transform. I looked at the generated G-codes and this is what I’m seeing:
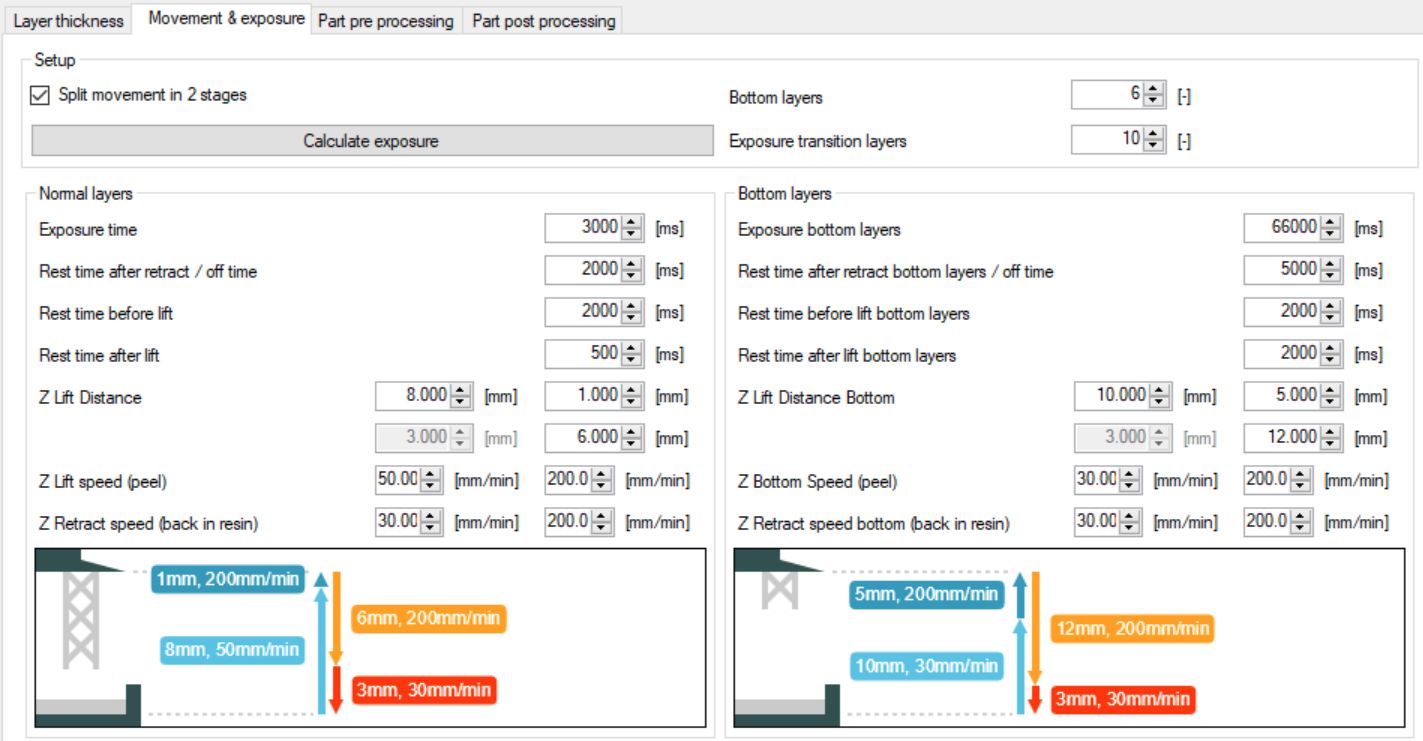
- Z Retract speed controls the lift movement speed for all layers.
- Z Bottom speed controls the lowering movement speed for the bottom layers.
- Z Lift speed controls the lowering movement speed for non-bottom layers.
- Off time between layers has no effect (“G4 P0” is always generated).
#4 seems like an error, but maybe the others are a matter of interpretation. The nomenclature doesn’t match what Phrozen uses. In any case, I can work around 1-3, but I wonder if a change in wording would make those parameters more clear. For that matter, I can work around #4 as well, with a global text change, but I’d rather not have to do that 
Love this product, BTW!