I have extracted the run.gcode from a sliced .ctb file, and it is not being written with the correct values. The extracted header and first layer are:
;fileName:
;machineType:default
;estimatedPrintTime:1692
;volume:0
;resin:default
;weight:0
;price:0
;layerHeight:0.04
;resolutionX:3840
;resolutionY:2400
;machineX:199.68
;machineY:124.8
;machineZ:1.36
;projectType:mirror_LCD
;normalExposureTime:3.1
;bottomLayExposureTime:3.1
;bottomLayerExposureTime:3.1
;normalDropSpeed:450
;normalLayerLiftHeight:20
;zSlowUpDistance:6
;normalLayerLiftSpeed:30
;bottomLayCount:5
;bottomLayerCount:5
;mirror:1
;totalLayer:35
;bottomLayerLiftHeight:20
;bottomLayerLiftSpeed:30
;bottomLightOffTime:1
;lightOffTime:1
;START_GCODE_BEGIN
G21;
G90;
M106 S0;
G28 Z0;;START_GCODE_END
;LAYER_START:0
;currPos:0.00
M6054 “1.png”;show Image
G0 Z20.00 F30;
G0 Z0.00 F450;
G4 P3100;
M106 S255;light on
G4 P1000;
M106 S0; light off;LAYER_END
However, it should be:
;fileName:ResinXP2-ValidationMatrix_200701.stl
;machineType:Phrozen Sonic Mighty 4K
;estimatedPrintTime:1601
;volume:1.651
;resin:Siraya Fast - 40 Micron
;weight:1.6514
;price:0.0826
;layerHeight:0.04
;resolutionX:3840
;resolutionY:2400
;machineX:199.68
;machineY:124.8
;machineZ:1.4
;projectType:mirror_LCD
;normalExposureTime:3.1
;bottomLayExposureTime:3.1
;bottomLayerExposureTime:3.1
;normalDropSpeed:450
;normalLayerLiftHeight:20
;zSlowUpDistance:5
;normalLayerLiftSpeed:42
;bottomLayCount:5
;bottomLayerCount:5
;mirror:1
;totalLayer:35
;bottomLayerLiftHeight:20
;bottomLayerLiftSpeed:42
;bottomLightOffTime:25.5333333333333
;lightOffTime:25.5333333333333
;START_GCODE_BEGIN
G21;
G90;
M106 S0;
G28 Z0;;START_GCODE_END
;LAYER_START:0
;currPos:0.04
M6054 “1.png”;show Image;
G0 Z20.04 F42;
G0 Z0.04 F450;
G4 P3100;
M106 S255;light on
G4 P25533.3333333333
M106 S0; light off;LAYER_END
The job start gcode is:
;fileName:$FirstPartName
;machineType:Phrozen Sonic Mighty 4K
;estimatedPrintTime:$PrintTimeEstimate
;volume:$VolumeMl
;resin:$ProfileName
;weight:$Weight
;price:$Price
;layerHeight:$LayerThickness
;resolutionX:3840
;resolutionY:2400
;machineX:199.68
;machineY:124.8
;machineZ:($SliceCount * $LayerThickness)
;projectType:mirror_LCD
;normalExposureTime:$ExpTimeSeconds
;bottomLayExposureTime:$ExpTimeBottomSeconds
;bottomLayerExposureTime:$ExpTimeBottomSeconds
;normalDropSpeed:$ZRetractSpeed
;normalLayerLiftHeight:$ZLiftDistance
;zSlowUpDistance:5
;normalLayerLiftSpeed:($ZLiftSpeed * 1.4)
;bottomLayCount:$BtmLyrs
;bottomLayerCount:$BtmLyrs
;mirror:1
;totalLayer:$SliceCount
;bottomLayerLiftHeight:$ZLiftDistance
;bottomLayerLiftSpeed:($ZBottomSpeed * 1.4)
;bottomLightOffTime:(((60/$ZBottomSpeed)*5) + ((60/$ZRetractSpeed)*($ZLiftDistance - 5)) + ((60/($ZRetractSpeed*0.5))*($ZLiftDistance - 3)) + ((60/$ZBottomSpeed)*3) + 3)
;lightOffTime:(((60/$ZLiftSpeed)*5) + ((60/$ZRetractSpeed)*($ZLiftDistance - 5)) + ((60/($ZRetractSpeed*0.5))*($ZLiftDistance - 3)) + ((60/$ZLiftSpeed)*3) + 3)
;START_GCODE_BEGIN
G21;
G90;
M106 S0;
G28 Z0;;START_GCODE_END
The layer gcode is:
;LAYER_START:$SliceNr
;currPos:(($SliceNr+1) * $LayerThickness)
M6054 “($SliceNr+1).png”;show Image;
G0 Z($ZLiftDistance + (($SliceNr+1) * $LayerThickness)) F($SliceNr < $BtmLyrs?($ZBottomSpeed *1.4):($ZLiftSpeed * 1.4));
G0 Z(($SliceNr+1) * $LayerThickness) F$ZRetractSpeed
G4 P($SliceNr < $BtmLyrs?$ExTimeBottom:$ExTime);
M106 S255;light on
G4 P($SliceNr < $BtmLyrs?(((60/$ZBottomSpeed)*5) + ((60/$ZRetractSpeed)*($ZLiftDistance - 5)) + ((60/($ZRetractSpeed*0.5))*($ZLiftDistance - 3)) + ((60/$ZBottomSpeed)*3) + 3)*1000:(((60/$ZLiftSpeed)*5) + ((60/$ZRetractSpeed)*($ZLiftDistance - 5)) + ((60/($ZRetractSpeed*0.5))*($ZLiftDistance - 3)) + ((60/$ZLiftSpeed)*3) + 3)*1000)M106 S0; light off
;LAYER_END
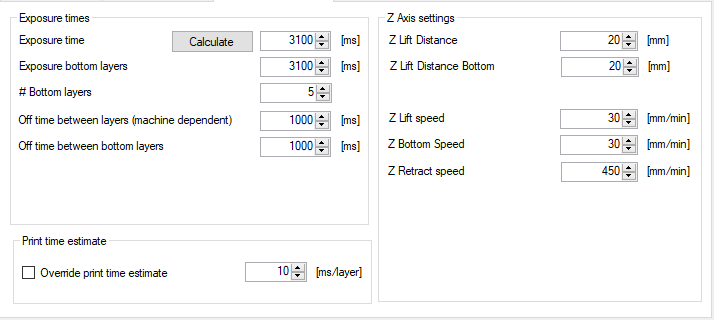
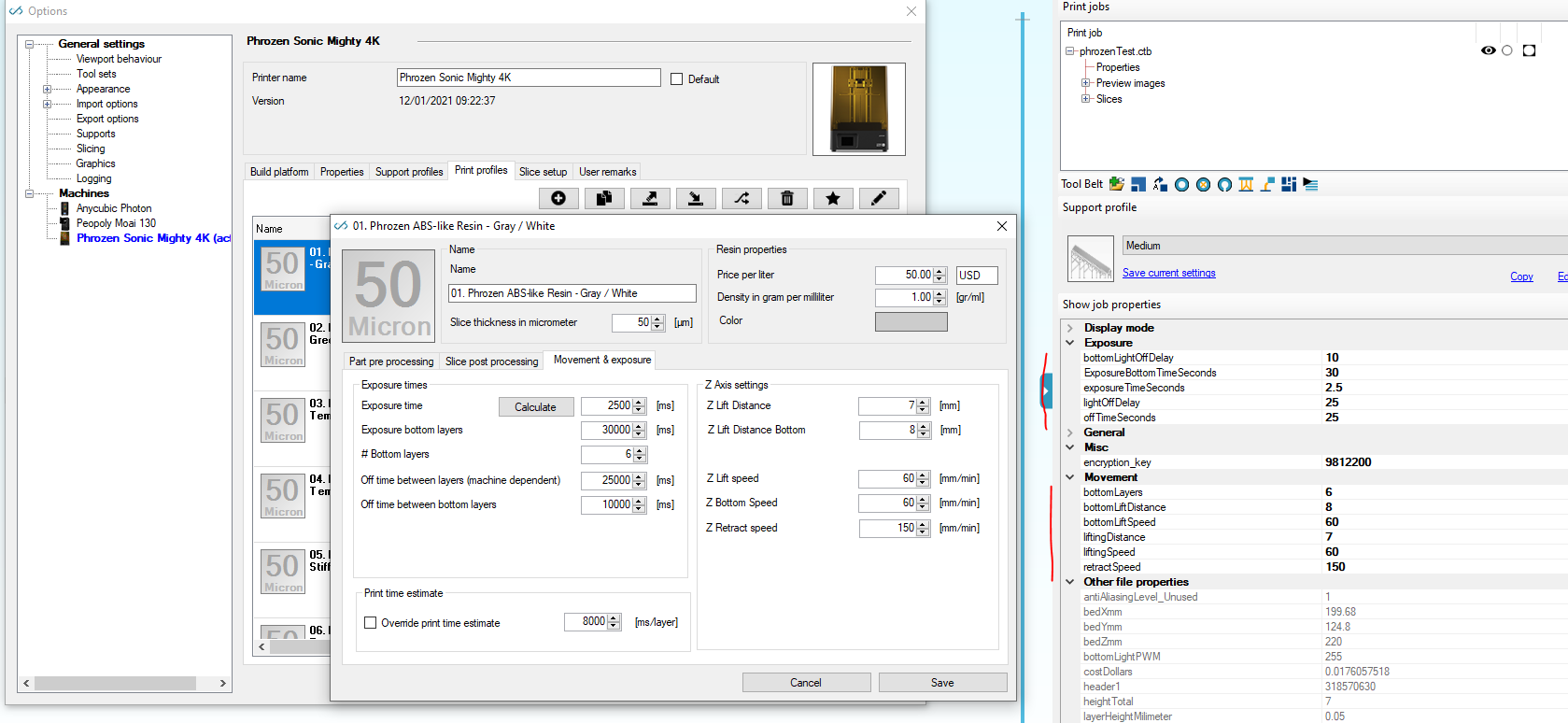
The profile movement section is: