hi frank,
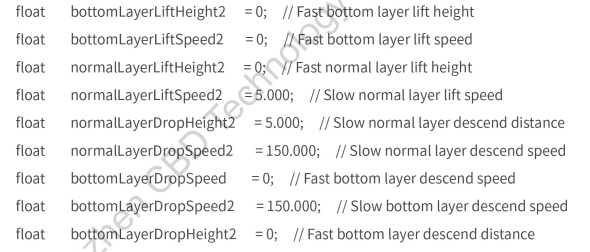
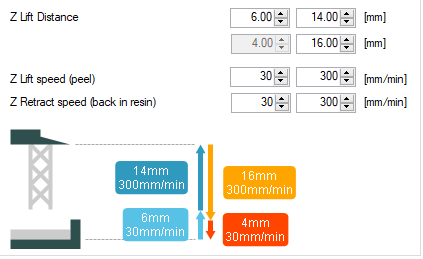
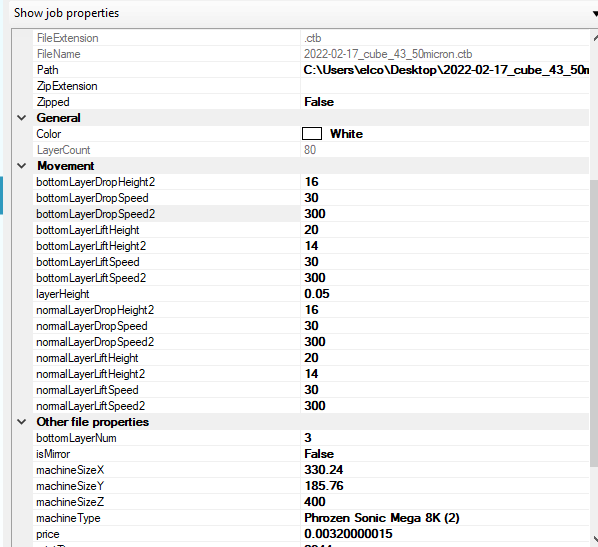
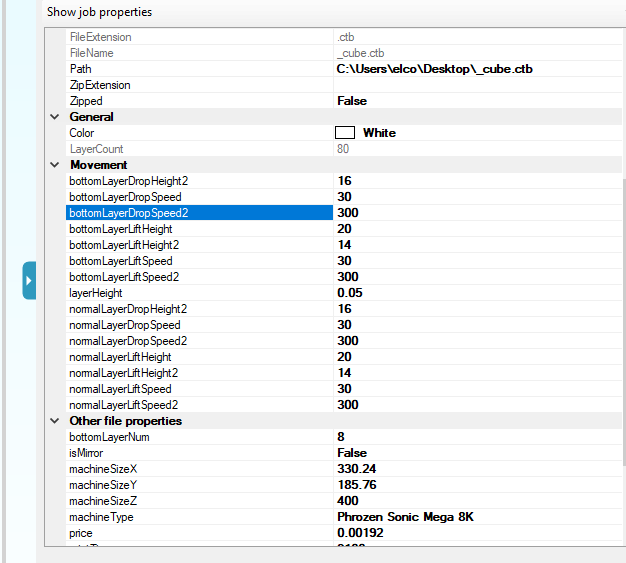
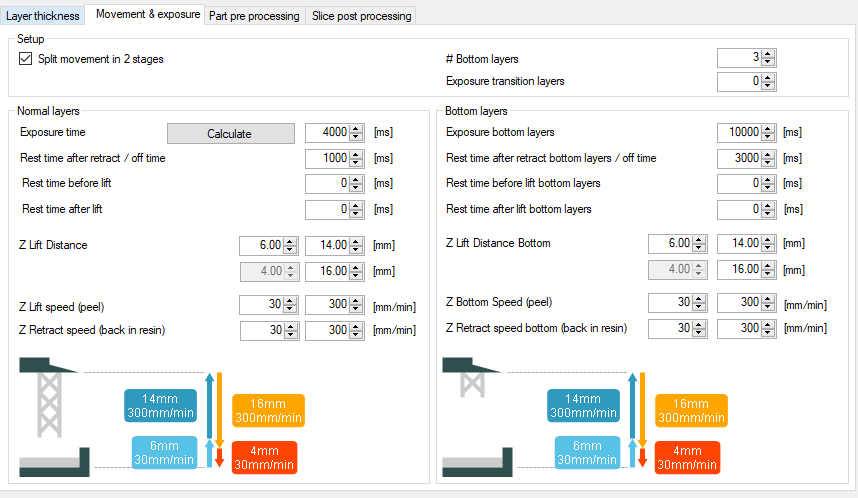
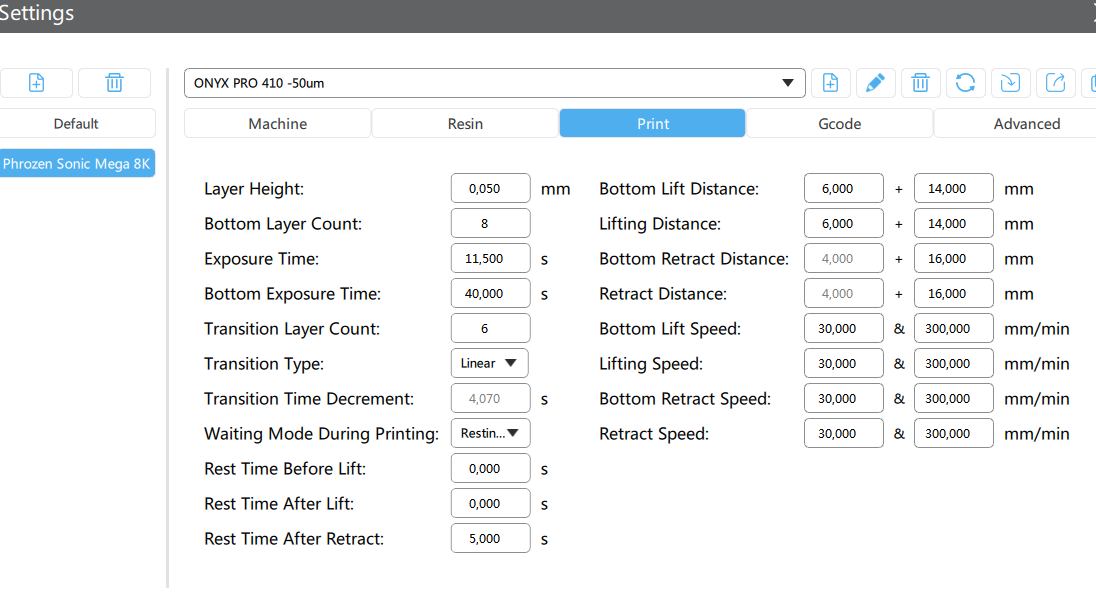
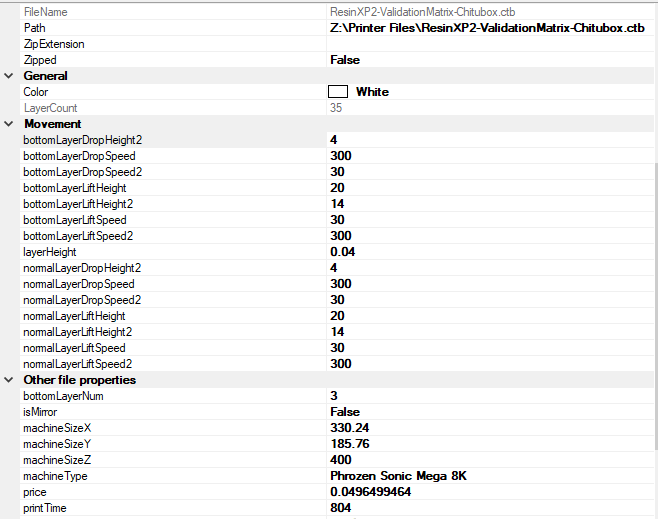
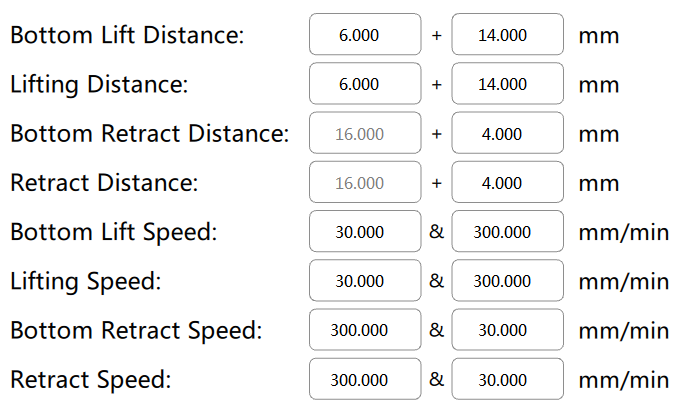
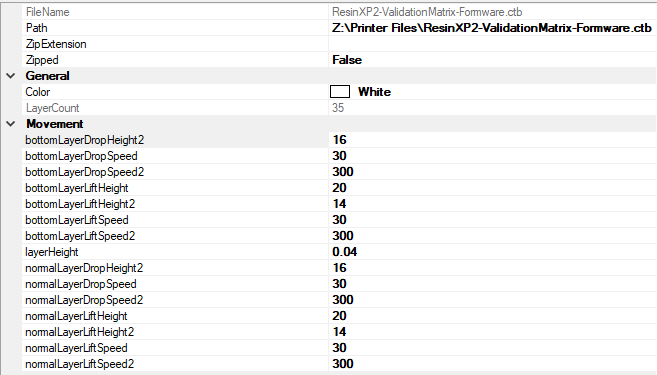
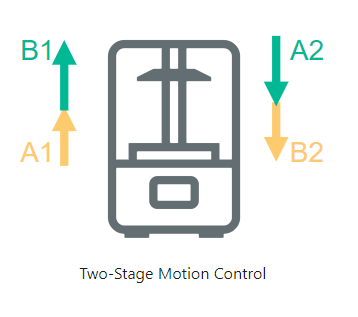
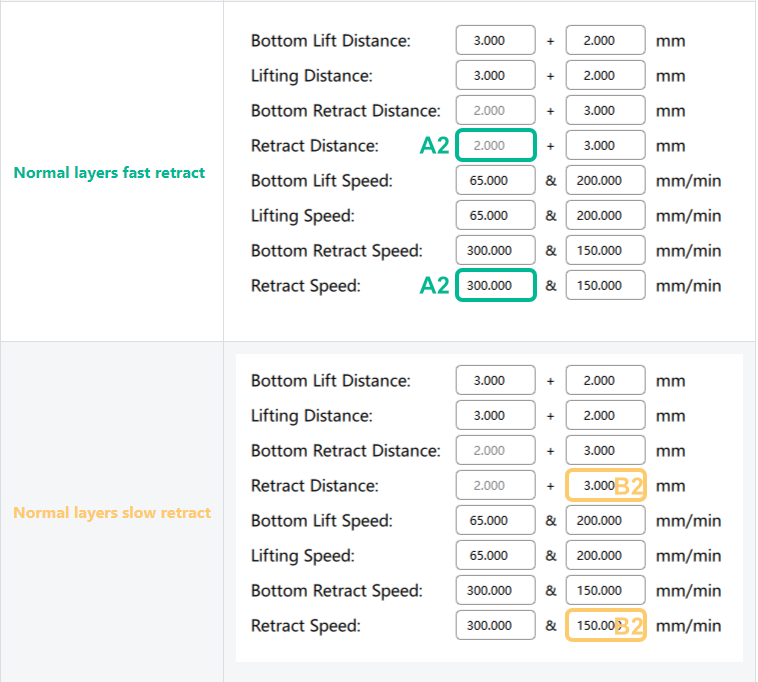
I have added the extra height/speed variables in the mean time. Also added them in every layer data piece available to me. So i hope that solves the issue.
About to release but i need to double check the ctb files and all other exports, script engines etc. for this. So takes some time. Hope to have it ready on friday.
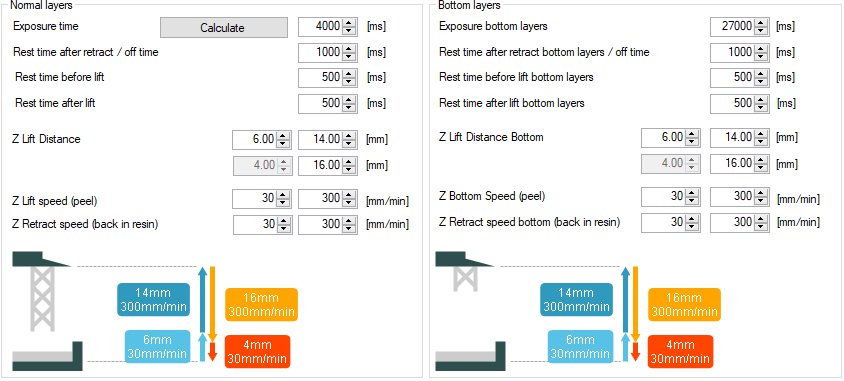
Resting times. What is the purpose of the resting times? i mean before exposure allowing the resin to settle i can understand. But the other 2?


 ) ;
) ;