Hi,
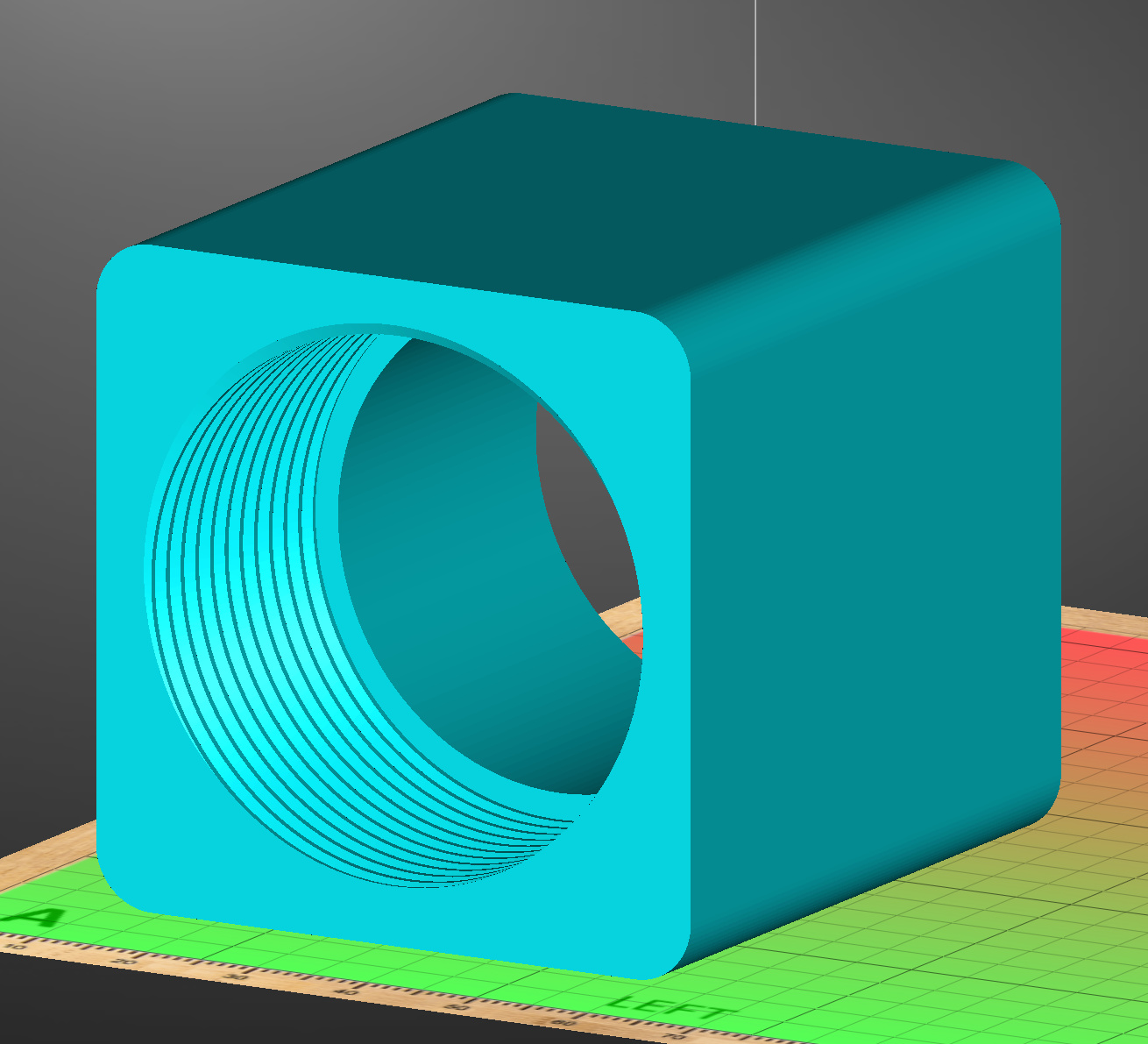
I have a model with a large flat side that I want to print without supports (reason: it is a mechanical part with large filled-in areas, so supports seem risky), om my Moai 130. Should be possible, right?
When I load up the gcode file in the printer and start it, the printer starts at layer 24 it says, instead of layer 1.
Also, I think I see the laser moving much faster than what I’m used to for layer 1: in general it is supposed to print the first layer(s) slower, for better adhesion to the build plate.
In this case, the print failed with a layer of plastic stuck on the FEP and nothing on the build plate.
When I review the gcode, a part of the problem is visible: a sequence of layers are mentioned in comments, but the Moai interpreter does read these. So that explains why it starts with layer number 24 on the display.
;FLAVOR:Marlin
;TIME:0.00
;Filament used: 0.00
;Layer height: 0.080
;Generated with Formware 3D Slicer
M82 ;absolute extruction mode
G28 ;Home
;LAYER_COUNT:701
M107
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:0
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:1
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:2
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:3
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:4
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:5
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:6
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:7
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:8
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:9
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:10
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:11
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:12
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:13
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:14
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:15
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:16
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:17
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:18
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:19
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:20
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:21
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:22
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:23
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:24
;Layer gcode is added after this line
;TIME_ELAPSED:0.00
;TIME_LAYER:0.00
;LAYER:25
;Layer gcode is added after this line
;TYPE:WALL-INNER
G0 F7200.0000 X87.979 Y12.404 Z2.080
G1 F5400.0000 X87.970 Y16.421 E4.0170
G1 X87.960 Y20.872 E8.4680
G1 X87.951 Y24.554 E12.1500
G1 X87.939 Y29.419 E17.0150
G1 X87.932 Y32.757 E20.3531
G1 X87.920 Y38.068 E25.6641
G1 X87.913 Y41.087 E28.6831
When I export from Asura the printer does start at layer 1, and the laser moves at the usual slower speed in the first layer(s). It has just started so can’t say if the print comes out properly, will know at the end of the day. Here’s the first few lines of that gcode:
;FLAVOR:Marlin
;TIME:6666
;Filament used: 0m
;Layer height: 0.08
;Generated with Cura_SteamEngine 3.5.1
M82 ;absolute extrusion mode
G28 ;Home
;LAYER_COUNT:675
;LAYER:0
M107
G0 F6000 X16.604 Y6.434 Z0.1
;TYPE:WALL-INNER
G1 F300 X61.397 Y6.434 E0.09982
G1 X61.396 Y63.566 E0.22713
G1 X16.603 Y63.566 E0.32695
G1 X16.604 Y6.434 E0.45427
G0 F6000 X16.537 Y6.367
G1 F300 X61.464 Y6.367 E0.55438
Could this be a bug in Formware? Is printing without supports perhaps unusual?!
Edit: added a picture of the part in question, for reference.